

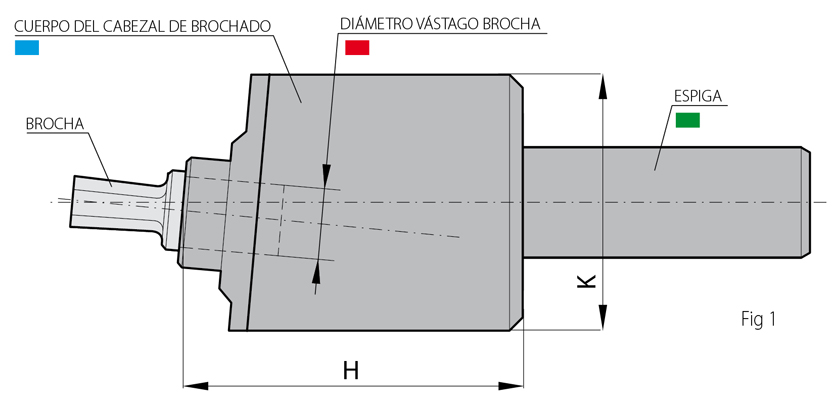
El mandril que sujeta la brocha (herramienta de brochado) está montado en el interior del cuerpo con una determinada inclinación y, cuando la máquina herramienta lo pone en rotación, confiere a la brocha un movimiento rotativo y pendular. ( ver Fig.1 ) La acción combinada de la rotación, del avance efectuados por la máquina y del movimiento pendular permiten a la brocha penetrar suavemente en la pieza a elaborar, en la que se ha realizado previamente un agujero, creando el perfil deseado.
DESCRIPCIÓN
El cabezal de brochado o herramienta de brochado (portabrochas) está compuesto por varios elementos que se describen a continuación.
A – Cuerpo
Está fabricado en acero bonificado y rectificado y en su interior se encuentran unos cojinetes de esfera adecuados para soportar las cargas debidas al mecanizado.
B – Mandril portabrocha
Está montado en el interior del cuerpo y gira en los cojinetes de esfera presentes en el interior del cuerpo mismo. En la parte externa que sobresale del cuerpo se encuentra un tornillo para la fijación de la brocha (herramienta de brochado) y un orificio roscado para la fijación de la barra de arrastre.
C – Alojamiento acoplamiento brocha
Está constituido por un alojamiento en el interior del mandril portabrocha en el cual se introduce la brocha. Este alojamiento es mecanizado y rectificado adecuadamente con una tolerancia tal que se obtenga la máxima precisión en la elaboración.
D – Fijación a la máquina herramienta
En la parte opuesta del mandril se encuentra la espiga de fijación a la máquina herramienta, unida al cuerpo. El cabezal de brochado se realiza
con varios tipos de espiga para poder ser aplicado a una amplia gama de máquinas herramienta:
> espiga cilíndrica C
> espiga cono Morse CM
> espiga ISO – DIN 69871 / DIN 2080
> espiga VDI
> espiga HSK
E – Barra de arrastre
Está constituida por una barra de acero, incluida en el suministro, que se atornilla en un específico orificio presente en el mandril portabrocha.
Para determinadas operaciones de brochado se recomienda el uso de la barra de arrastre; de esta manera se asegura la perfecta linearidad de la figura durante la operación de brochado.
Además, el uso de la barra es indispensable cuando la pieza a elaborar requiere una precisa orientación de la figura a obtener con la operación de brochado.
En el caso de mecanizado en el torno la barra se debe introducir en una horquilla presente en el mandril del torno mismo; en el caso de mecanizado con fresa o taladro, la barra se bloquea con una varilla aplicada en el plano de trabajo.

—————-
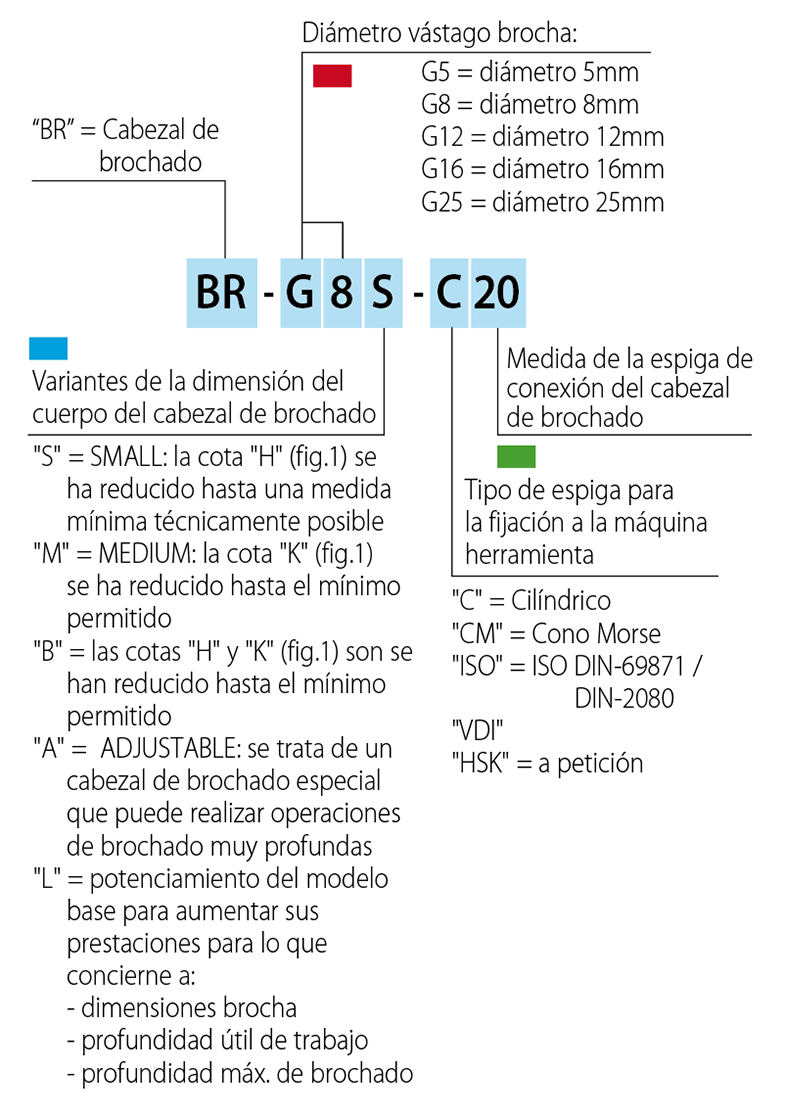
CÓMO CODIFICAR LAS SEÑALES
Cómo leer la codificación de brochado BR:
—————-
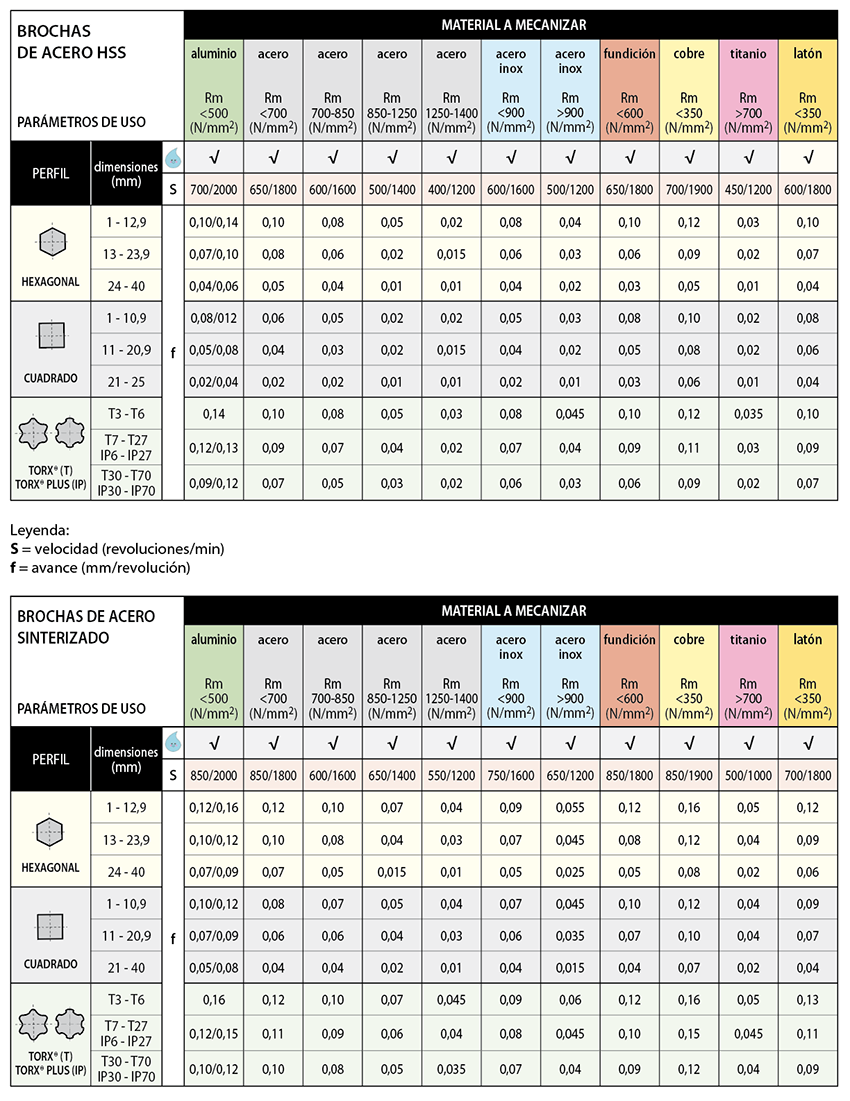
CABEZAL DE BROCHADO – CARACTERÍSTICAS, DIMENSIONES Y PARÁMETROS DE UTILIZACIÓN
 *ver en la página siguiente las características del cabezal de brochado BR-G12A
*ver en la página siguiente las características del cabezal de brochado BR-G12A
—————-
ORIFICIO PREVIO PARA BROCHADO EN LOS PERFILES: HEXAGONALES, CUADRADOS, TORX®.
Antes del procedimiento de brochado es fundamental realizar un bisel en la cabeza del orificio previo. La profundidad del orificio previo aumenta en un 20%-40% respecto al perfil útil a realizar. En todo caso, la solución óptima sería la de realizar una ranura de descarga al final del orificio, para facilitar aún más la descarga de las virutas.
