
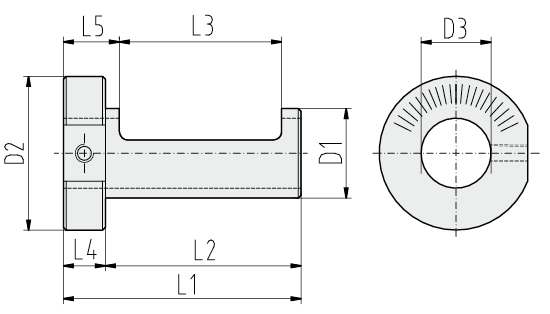
Elle représente le cœur du système BTA de brochage des clavettes pour tous les tours CNC, qui ne disposent pas de l’axe Y. Grâce à l’échelle graduée imprimée sur la bague de la douille, il est possible de corriger les erreurs de symétrie qui peuvent se présenter au début de l’usinage de brochage. Avec le déplacement du trou interne par rapport à l’axe central de la douille (0,5 mm), le domaine de correction du porte-insert change de +0,5mm à 0,05 mm.
Le déplacement d’une seule encoche, sur l’échelle graduée, produit un déplacement de l’insert, de 0,03 mm. La douille est réalisée en acier pour outils, trempée et traitée. La douille est construite avec un diamètre externe de mm. B-32 / B-40 / B-50 (avec tolérance H7).
Sur demande nous pouvons fournir la même douille avec le raccordement VDI.
Sur le principe de l’ajustage de concentricité de la douille excentrique, on a demandé et obtenu l’enregistrement du brevet.

Pour faciliter la localisation du système BT/BTA nécessaire pour construire, par exemple, une clavette de mm. 4 avec tolérance H7, on procède dans la manière suivante:
Type d’insert L1=4 le code est IN-4H7
> Type de porte-insert : le code est UT-4-32
et pour le système BTA :
> Type de douille : le code est B-40