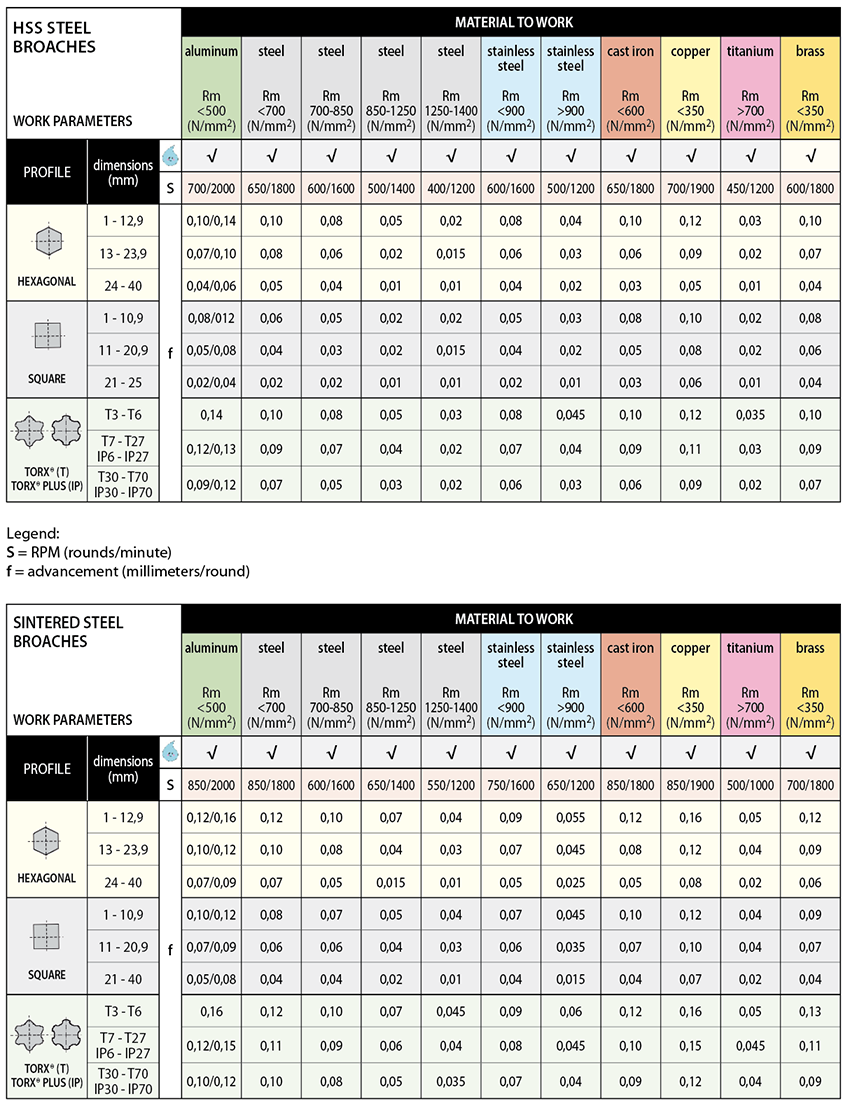
Depending on the type of broach (hexagonal, square, torx or torx-plus), its size, the material with which they are made and the metal to be machined, the feeding speeds vary according to the tables below.
When choosing the feeding rate and number of revolutions, the variations given by the type of material to be machined, the characteristics of the machine tool, the grip of the part and the rigidity of the machine itself will be fundamental.
The first stage, to be carried out strictly with machine stationary, will be to place the broach directly in contact with the material to be machined; this operation guarantees the best possible machining, since the broaching head and the material are synchronized; this synchronism determines a better duration of both broach and broaching head.
It is advisable to perform a chamfer that covers the vertices of the profile to be performed; once the broach has been placed, set to zero, preload by 0.1mm and start machining with the parameters expressed in the table below.
Once the machining is finished, the broach exit will be performed with a fast advance and it is strictly not recommended a broach exit with a rapid movement.