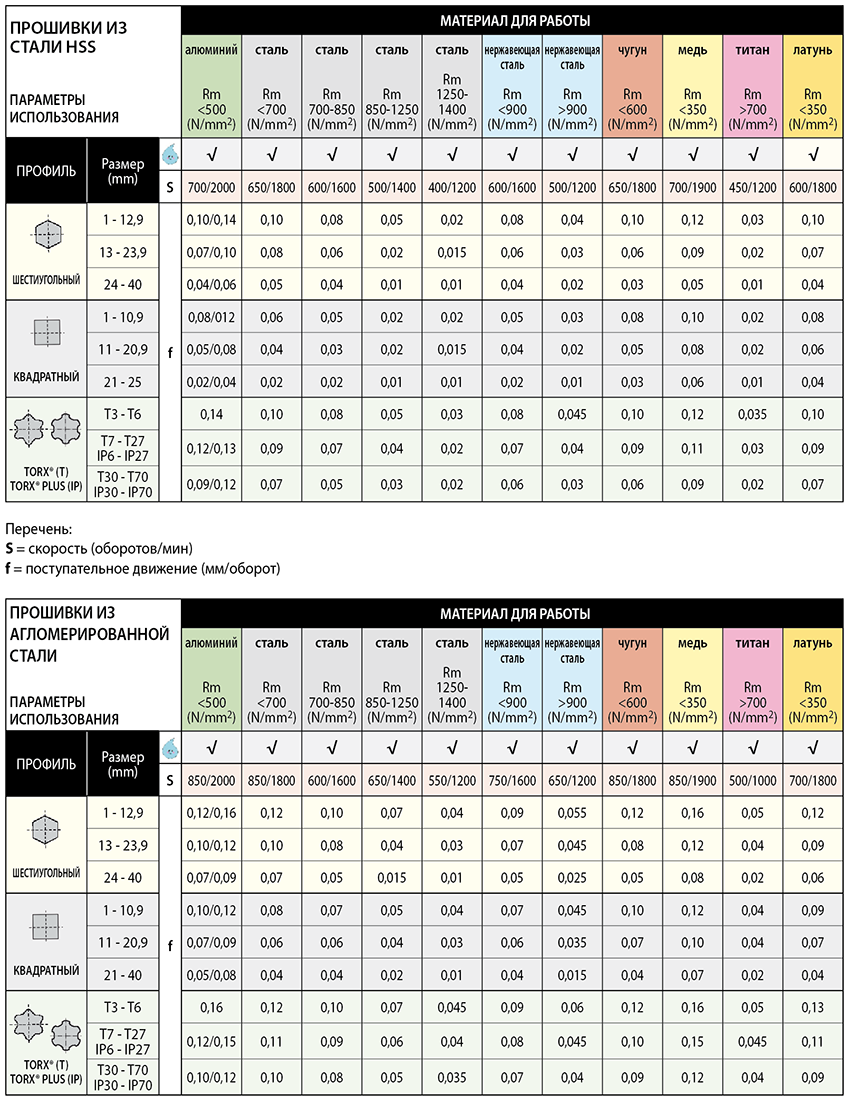
В зависимости от типа протяжки (шестигранная, квадратная, TORX или TORX-PLUS), ее размера, материала, из которого она изготовлена, и обрабатываемого металла, скорости продвижения варьируются в соответствии с таблицами ниже.
При выборе скорости продвижения и количества оборотов, будут иметь решающее значение предоставлённые варианты в зависимости от типa материала, подлежащего обработке, характеристик станка, захвата детали и жесткости самого станка.
Первым шагом, который должен быть выполнен, абсолютно при остановленном станке, будет размещение протяжки.
непосредственно в контакте с обрабатываемым материалом; эта операция обеспечивает наилучший, полученный результат обработки, так-как протяжнй станок и материал синхронизованы; такая cинхронность, определяет лучшую износостойкость как протяжки, так и протяжнного станка.
Рекомендуется выполнить скос на вершинe профиля; после приставления притяжки, выполните обнуление и предварительный натяг 0,1 мм и начните обработку с параметрами, указанными в таблице ниже.
После завершения обработки, выход протяжки будет выполнён посредством быстрого продвижения, абсолютно не рекомендуется выход протяжки быстрым движениемo.